In this section, we present an abstract of the results that ENSUREAL consortium has achieved.
Work Packages
WP1: Identification of exploitable raw materials sources and recommendations to reduce EU imports’ dependence
The objective of this WP was to identify and gather quality, cost and availability information on all possible Alumina sources, located within the European continent, suitable for the Pedersen method and secure enough quantity for the execution of the ensuing work packages.
Even, this WP was officially finished after the first year of EnsureAL project, AdMiRIS continues to advise the rest of the consortium on the best resources both outside and within Europe. At the moment, EnsureAL team has investigated so far samples from bauxite of East Med (Greece, Turkey) and Jamaica. Guinea bauxite samples will be used too.
Prior industrial and laboratory experimental evidence shows that karst Mediterranean type bauxites are suitable to be used as feed for the under-development EnsureAL process. Their main advantages are their high aluminum content, elevated iron content, lower content in various kinds of impurities, lower Loss on Ignition and lower content in fine particle material. Bauxite residues could be a potential raw material for the under-development Pedersen process as they can be successfully subjected to reductive smelting for the extraction of iron.
Moreover, limestone is need to EnsureAL proposed Pedersen process. There are plenty of limestone resources in EU spread out mainly in France, Spain, Italy, Greece, Adriatic countries, Romania, UK and Ireland and a considerable number of world leading EU companies in limestone and lime production. Therefore, the provision of limestone and quicklime is not expected to be a big issue in the determination of the location of a possible Pedersen plant.
A workshop on the raw materials for the improved Pedersen process was held in Greece in January 2018 with participants from the partners with an interest in the raw materials for the process.
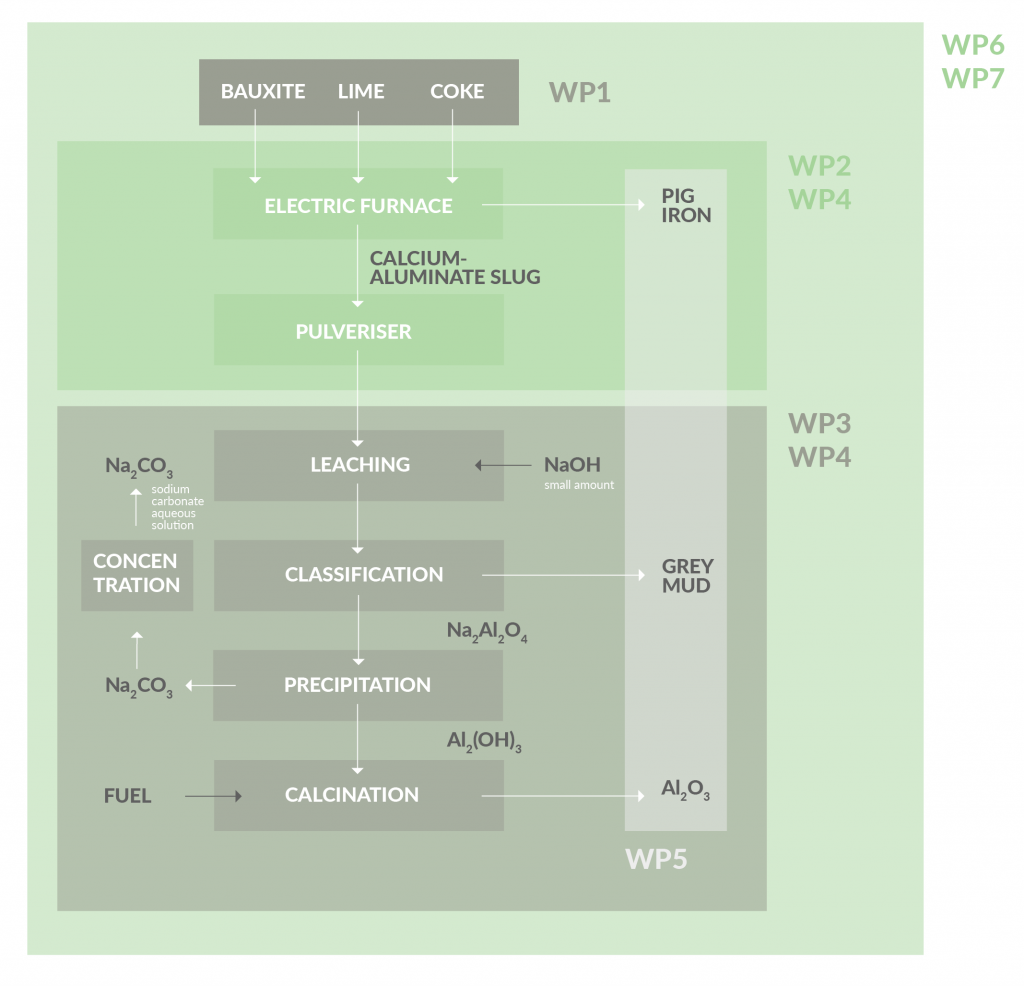
WP2: Pyrometallurgy: process design
The objective of this WP is to design and optimise the pyrometallurgical part of the ENSUREAL process.
The first task is dedicated to the first stage of the Pedersen process is smelting-reduction of the bauxite with lime and carbon addition in an electric furnace, led by NTNU. In the smelting reduction of bauxite, the production of slags with proper characteristics for further hydrometallurgical recovery of Al2O3 and pig iron have been investigated.
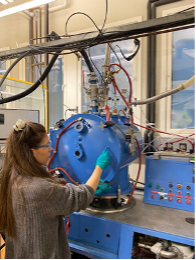
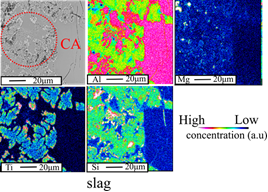
The research activities in WP2 are supported by advanced analytical techniques to understand the system further, the behaviour of the materials, and assess the results. Some typical examples of microscopic observations are presented in the photos below for representative slag and metal samples obtained from the smelting-reduction of bauxite.
The second task is dedicated to the Pre-reduction process design, led by SINTEF. The pre-reduction of bauxite in H2 gas was studied as a possible option to lower the CO2 emissions from the smelting-reduction process. The main purpose being the reduction of iron oxides from bauxite in solid-state using a TGA furnace as can be seen in the figure below. In the pre-reduction trial, the weight losses of the ore are continuously recorded to obtain information about the reduction rate. It was found that the increase in temperature and H2 concentration increase the reduction rate while conversions higher than 70% can be achieved within 20 min of reduction at a process temperature of 900°C. The process conditions for doing the direct reduction of bauxite ore can be optimized so that a high metallization degree is obtained with not significant unreduced iron oxide.

WP3 – Hydrometallurgy: process and by-products’ recovery design
The objective of this WP is to optimize the parameters of the following downstream processing of slags before TRL7 demonstration (in WP4).
In the Pedersen leaching process, soluble calcium aluminate phases are imperative for successful alumina extraction. The main restraints for the optimization of Al extraction are: (1) the demand for minimum free Na2CO3 content in the pregnant aluminate solution, and (2) the surface precipitation of CaCO3 on the solid/liquid interface. To meet the first demand, agitation leaching experimental work was narrowed to Na2CO3 leaching solutions of low concentration. To meet the second demand, a dedicated mechanochemical reactor was set up to simultaneously achieve leaching of Al and breaking of the CaCO3 layer. In the photo there is Equipment used for mechanochemical leaching of Calcium Aluminate Slags.
Work performed by NTUA and NTNU confirmed early on in the course of the research that calcium carbonate is precipitated on the surface of slag particles, leading to a passive layer that inhibits further leaching.
The second task is to obtain alumina hydrates precipitation from the pregnant alkaline solution. The precipitation of alumina hydrates via carbonation (CO2 gas addition) is the most critical step in the Pedersen process. Considering the strict properties of metallurgical alumina, any deviation from excellence can have significant effects in the viability of the process.
As seen in the picture, a flowmeter to measure the flowrate of any gas in the outlet in line with a was installed and a CO2 analyzer to measure the percent of CO2 on the outlet. Combining these two measurements, we can have the knowledge of flowrate of CO2 on the outlet. Also, the CO2 analyzer is equipped with a pump. When the carbonation ends, since the reactor is filled up with CO2 gas above the liquid surface, gas is pumped until the CO2 analyzer shows 0% of CO2. This, along with the measurements taken during the experiments enables us to have a total understanding of how much CO2 was totally consumed for each experiment.

The 3rd task is the calcination of alumina hydrate precipitates. This task studies the calcination of gibbsite and boehmite, in order to be further upscaled.
The status of this task is that the Aluminium hydroxide produced by the Bayer process was sent from AoG to Outotec to benchmark the fluidized bed process. Later aluminium hydroxide produced in WP 4 will be tested to be compared.
The last task is to enable the recovery of REEs and Sc from the residue of the alkaline leaching of slags. The residue (Grey Mud) from the alkaline leaching of slags with a sodium carbonate solution contains almost all of the REEs as well as Sc contained in the Bauxites.
The Greek Bauxite that is being explored as a candidate resource for the Pedersen Process contains amounts of Sc, Y and Rare Earth Elements (REE) in the last task of this WP. These elements remain trapped in the Grey Mud as, in the conditions applied at the leaching stage, they cannot dissolve in the aluminate solution.
Scandium concentrations have been analysed for the raw material, the slags and grey mud by SINTEF. Moreover, Michail Vafeias and Elena Mikeli from NTUA, along with two thesis students, explore two different paths to extract REEs. The first one will use sulfuric acid as the extractant acid. The second one hydrochloric acid. Both paths are challenging, as the makeup of the Grey Mud suggests.
In the image it is presented the reactor set up that is being used in the leaching of Grey Mud with Acids.

WP4: Demonstration
The objective of this WP is to take WP1, WP2 and WP3 recommendations for the upscaling to TRL7 and demonstrate the technologies proposed, integrated, in an industrial setting for different raw materials.
In the first step MYTILINEOS has tested the smelting of Bauxite Residue in its 1MVA Electric Arc Furnace to produce pig iron and slag (photo 1).



Photo 1: BR smelting at MYTILINEOS Pyro Plant
With the appropriate lime fluxing (lime sourced from CaO Hellas) during the BR smelting process a slag can be engineered where alumina oxides are selectively leachable in sodium carbonate solutions. To demonstrate this, more than 500 kg of BR slag were produced at the MYTILINEOS EAF pilot under conditions that lead to the formation of rich calcioaluminate slag of specific minerology.

Photo2: Mayenitic slag produced at MYTILINEOS and gradually grinded to below 500 μm
This slag was crushed and grinded below 500 μm (photo 2) and then 300 kg of it was leached at MYTILINEOS Hydro Pilot plant with sodium carbonate solution, leading to the production of app 3 cubic meters of alumina bearing solution and 250 kg of a leaching residue called ‘grey mud’. Grey mud (mainly calcite with calcium-silicates and calcium-titanate impurities) can be used in building and agricultural applications, or it can be leached to recover critical raw materials like Scandium.


Photo 3 – Left MYTILINEOS Hyrdo Pilot, Right: Grey mud produced after slag leaching
The alumina bearing solution produced was tested for direct alumina precipitation through CO2 gas neutralization, resulting in a trihydrate alumina with less than 1%wt soda and silica impurities, respectively.


Photo 4: Alumina precipitation with CO2; Alumina produced at MYTILINEOS Hydro Pilot
The last task is the alumina calcination led by Outotec. The approximately 30 kg of alumina produced over multiple precipitation cycles to increase particle size distribution, will be sent to Outotec for testing in it’s calcination demo plant.
The flowsheet will be demonstrated also with Bauxite ore as the starting material to end up with a more pure alumina product- comparable to the established Bayer process. To this end a Rotary Kiln has been installed at the MYTILINEOS Pyro plant to alloy the bauxite ore drying and pre-reduction prior to feeding in the EAF. The rotary kiln is indirectly heated with Natural gas and has a capacity of 300kg/h, a total length of 6m and a rotating speed of up to 6rpm. The commissioning of the kiln is nearly completed and tests are expected to start soon.

WP5: Products and valorisation of products
The main objective of WP5 is to characterise and find routes to valorise the products/by-products obtained in the ENSUREAL process, namely alumina, pig iron, grey mud and REEs.
The valuation of this product has not started yet. We expected that the alumina characterisation and valorisation routes will start soon because ENSUREAL plant has obtain some aluminium hydroxide precipitation in spring 2021 (see photo 4 in WP4). The Bayerite has a high silicate content and its composition is close to that sold in the market
The pig iron, shown in Figure below was produced during two pilot scale smelting tests during the first period report. The structure of the cast metal is inhomogeneous thus it differs with chemical composition. It is essential to re-smelt the samples in order to get uniform chemical composition. The pig iron produced during the pilot tests at SINTEF were assessed as a feedstock for grey cast iron production by Odlwenie Polskie. In WP4, successful campaigns with smelting the red mud in EAF at Mytlineos were performed.
In February 2021, AoG has send pig iron from its plant to be used in a small scale test performed at a university in Krakow (AGH) and in a large scale test at Odlwenie Polskie.

Grey mud (image below) is being studied to be used in two sectors: building materials and agricultural sector. Moreover, it will be done a valorisation of Grey Mud for production of high added value materials. The grey mud that is being used in this studies comes from two different types of resources, bauxite and red mud. Depending on their origin, the composition of these grey muds is different and therefore they would be used in different sectors.

Due reduce soil acidity properties, can be successfully used in agriculture as a liming agent. However, currently functioning EU law might be a problem. Some hopes may be associated with the new EU regulation – however, the content of heavy metals may disqualify this product.
It was studied by Luvena S.A. Produced grey mud has much lower values of harmful elements in comparison to the first batch of the grey mud tested in 2018. New batch of grey mud meets the requirements for the content of heave metals impurities. Conclusion: Grey mud can be useful for use in agriculture as a liming agent.
Moreover, the assessment tests have been started to use grey mud as building materials. 4 grey mud samples from SINTEF has been tested and the preliminary results are relatively good.
The valorisation of grey mud for production of high added value materials has changed from the grant agreement. The solutions originally proposed cannot be implemented because of the low content in Si to produce the pozzolanic and geopolymer properties needed. So, it will be studied as a filler in OPC fire retardant cements or in inorganic polymeric fire-retardant cements.
WP6: Technical and environmental monitoring, LCA and LCCA
SINTEF is the leader of the task “technical and environmental monitoring”. This task goes in parallel to WP4. SINTEF planned to do emission measurements during the EAF pilot experiments at Aluminium of Greece (AoG) using a TESTO 350 analyser. Due to COVID-19, the tests were postponed.
The results of the tasks of LCA &LCC (Life cycle assessment and life cycle cost) are preliminary because the technical WPs has not finished. The outcomes of these WPs are feeding the two models that are changing continuously.
Based on feedback retrieved from WP1, the sustainability of the Pedersen method is being developed around two regions; Greece and Norway. Studying the Greek and Norwegian case, the major difference is the electricity mix, which is the major contributor on global warming impact category for the Greek case, while the emissions from limestone calcination is the major issue for the Norwegian case on the same category. The CO2 eq. for Pedersen in Norway is similar to Bayer, but no best solution is currently emerging from all the included impact categories.
A comparison of the LCA and LCCA analysis between the Bayer and the different alternatives of the Pedersen is on-going. The LCCA model in Matlab, using the SIMULINK environment, was completed. The preliminary results for the multiple scenarios in respect to raw materials, location of the plant, alternative processing on the pyro-metallurgical part and different valorization routes for grey mud are currently studied.
Life Cycle Costing (LCC) is a method consisting of estimating the total cost of a product (the alumina), taking into account the whole life cycle of the product as well as the direct and external costs. The whole process has been divided in four main blocks: Pyrometallurgic processes, hydrometallurgic processes, slag treatment and offgas treatment.
The last task, the socio-economic analysis, two models with input-output analysis are developed in Python. For the Norwegian case in Mo I Rana the model is developed and will contain cost-related data. For the Greece case, the under-development model can produce results on value-chain changes in different economic sectors on employment as well as changes in macro-economic variables such as GDP, value added and demand. This model will include relevant socio-economic and environmental indicators. Statistical data, results for the LCCA analysis and information related to the site of implementation are collected to feed the input-output analysis.
WP7: Business plan, exploitation and clustering with other EU projects
The Business Plan provides insight into the commercial activities connected to the exploitation of research results to determine the beneficiaries’ strategy and the specific actions that will be undertaken during the implementation of the ENSUREAL Project or after its conclusion. In 2020, the final report of D7.1 ENSUREAL Business plan have been completed. It included further advancement information in every field based on the conclusions reached from deliverable D.6.1 and D6.2 (LCA and LCCA reporting), which will aid consortium members in formulating a clear business plan and approach regarding the Ensureal Process and thus in determining the plant location.
Inside the deliverable, it has been identified the differential costs for the new Pedersen in the two selected sites of Mo Industrial Park and AoG. Once the LCA and LCC are completed, the applicability of the lower-grade alternatives will be verified and the differential cost for both regions will be recalculated.
The relevant market for ENSUREAL, divided in two main areas (alumina sector and primary aluminium sector), has been studied. The analysis of competitors, advantages and disadvantages, prices and more information are included in the business environmental analysis.
The business model includes a description of a business strategy and its specific characteristics in terms of value creation and market orientation to successfully put on the market the new technologies and products. The business model includes the following key elements: the value proposition, the definition of all aspects related to the customers, the partnership, the key resources as well as the mechanisms for revenue generation.
The Implementation plan has been drafted in order to take a closer look at target markets, perform a SWOT analysis to identify potential barriers to market and explore other funding opportunities. The final implementation plan will be presented at the end of the project.
In the pillars section, it is presented the Key Exploitable Results (KERs) coming out of the project. These KERs are the innovations that ENSUREAL consortium are thinking to take out to market.
Technical Pillars
ENSUREAL project is built on different technological pillars or Key Exploitable Results (KERs).
According to the Horizon 2020, a result is defined as:
“Any tangible or intangible output of the action, such as data, knowledge and information whatever their form or nature, whether or not they can be protected, which are generated in the action as well as any attached rights, including intellectual property rights”.
These KERs are included in the Plan for Exploitation and Dissemination of Results. This document reflects the exploitation and dissemination activities that have been and will be undertaken during the implementation of the project and summarises the beneficiaries’ strategies for the protection, dissemination and exploitation of the project results, in line with the Consortium and Grant Agreements.
The Key exploitable results of ENSUREAL project are:
KER 1: ENSUREAL full process demonstration and validation
Innovation Manager: Thymis Balomenos (AoG)
Description: ENSUREAL’s main objective is to demonstrate a process for the treatment of bauxite ore without any yield losses, and zero waste. The pyrometallurgical recovery of iron from the Bauxite Residue is a logical step for the development of a holistic utilization flow sheet for BR, as it valorises approximately half of the BR stream and at the same time allows the customization of the properties of the remaining material (slag) in such a way that it can be further processed for valuable metal extraction (Al, Sc, …) or use in the construction sector.
With the appropriate fluxing during the BR smelting process a slag can be engineered where alumina oxides are selectively leachable in sodium carbonate solutions. This slag was crushed and grinded and then it was leached at MYTILINEOS Hydro Pilot plant with sodium carbonate solution, leading to the production of alumina bearing solution and a leaching residue called ‘grey mud’. Grey mud (mainly calcite with calcium-silicates and calcium-titanate impurities) can be used in building and agricultural applications, or it can be leached to recover critical raw materials like Scandium.
KER 2: Pre-reduction process upscaling
Innovation Manager: Casper Van Der Eijk (SINTEF)
Description: In the ENSUREAL project the pre-reduction of the bauxite was done with hydrogen at temperatures up to 1000°C using lab scale furnaces and a pilot plasma rotary furnace. The innovation is the simultaneously reduction of the iron oxides to iron and the calcination of the bauxite. This operation is done before smelting in the EAF. The advantage is that there is practically no gas formation during the smelting in the EAF. This absence of gas formation makes running the furnace easier because there is no blow out of slag or slag foaming. The energy input in the EAF will also be considerably lower allowing for a higher productivity. Moreover, the feed to the furnace can be dense and there is less loss from the furnace in the form of dust.
Once TRL is taken to 7, SINTEF and NTNU will search further funding in order to commercialise the technology. Potential contracts with OEMs and joint ventures with ENSUREAL’s partners will be sought.
KER 3: Advanced EAF processing
Innovation Manager: Roland König (Bluemetals GmbH)
Description: The suitable furnace for ENSUREAL process is a submerged arc furnace (SAF). The heating and the reduction driven by electrical energy makes this furnace type as more interesting as higher becomes the ratio of electrical energy by renewable sources. SAF´s can be operated with an electro-thermal efficiency of over 80%. Nevertheless inside ENSUREAL the partner Bluemetals is evaluating potentials of increasing the efficiency.
Target sectors will be the alumina, and sectors using EAF technology (e.g. steel). Apart from the previously identified channels of dissemination, common marketing and sales activities will be performed by SMS after successful validation of results.
KER 4: Use of alternative carbon/biochar sources (guidelines)
Innovation Manager: Jafar Safarian (NTNU)
Description: The application of biocarbon for the smelting reduction of bauxite was tested and found suitable. The experimental work was done at NTNU in small scale and at SINTEF in pilot scale. It shows that a CO2-free process can be established based on biochar use instead of fossil fuels (coal and metallurgical coke). The substitution of fossil carbon with biocarbon did not have any negative consequences for the products or the process. Consulting services could be provided by SINTEF and NTNU’s research teams or via spin-off start-ups in the short-, medium-term.
KER 5: Knowledge about the feedstock for alumina production
Innovation Manager: Tassos Kladis (ADMIRIS)
Description: Pedersen method offers new perspectives for the raw materials that can valorized for alumina production. Low grade bauxites, currently unexploited can be utilized, increasing thus the bauxite reserves based on Europe. Similar potential can be developed for environmentally friendly charcoal and the currently unexploited marble industry tailings, since large quantities of marble chips are causing environmental challenges in key marble producing countries like Italy and Greece.
KER 6: Slag engineering: Scientific study on fundamental thermodynamic and kinetic data
Innovation Manager: Kai Tang (SINTEF)
Description: Thermodynamic reassessment of the Al2O3-CaO system has been carried out by taking the leachable metastable Ca12Al14O33 phase into account. The calculated results can reproduce the experimental observations.
Kinetic study on the viscosity of molten slag and the non-equilibrium solidification behaviour of Al2O3-CaO-based slags have also been carried out. The calculations have been used to design and predict experimental work.
The competence build within ENSUREAL on slag engineering is now being exploited in a new project at SINTEF called Slagstruc in which SINTEF is developing software that can predict the microstructure of slag. This software is relevant in cases when material is recycled and the slag used to concentrate certain element in certain phases of the slag.
The target end-users will be researchers, database/software developers and industrial partners in the metallurgical sector in general. The results of database/software developments may also bring the benefits to geological and materials science researchers.
KER 7: Application of the new knowledge from ENSUREAL to alternative raw materials/processes
Innovation Manager: Thymis Balomenos (AOG)
Description: Research institutions and industry in general will benefit of this result. A publication will be issued during the project.
KER 8: Data related to specific process design
Innovation Manager: Dr. Prof. Rocco Lagioia (ITRB Group)
Description: Core of the commercialization strategy of the project, the process design will be patented.
ITRB developed a Matlab-based tool, which has so far proved to be very useful in the LCA, as it allows a much more detailed and flexible analysis of the whole process, overcoming the conventional LCA tools, which requires well-known process’s Technological steps and full availability of raw materials data. In Ensureal, the Technological steps are new, and resource and materials could be missing in Databases, hence it is paramount to develop a tailored tool and to collect all data related to the specific process design.
KER 9: Process: synthesis of coarse- and nanoboehmite for production of metallurgical grade alumina
Innovation Manager: Prof. Dimitri Panias (NTUA)
Description: The PLS obtained from the leaching step must be treated by CO2 for the precipitation of alumina hydrates. Moreover, since the objective of the process is to produce coarse alumina particles, suitable for the production of metallurgical alumina, an innovative way for optimizing the process must be devised. The innovation lies in (1) the fact the PLS is not a pure sodium aluminate solution, as is the case with other carbonation processes and (2) the metallurgical alumina specifications have changed since the original Pedersen Process.
KER 10: Sc and REEs recovery technology
Innovation Manager: Prof. Dimitri Panias (NTUA)
Description: The residue (Grey Mud) from the alkaline leaching of slags with a sodium carbonate solution contains almost all of the REEs as well as Sc contained in the Greek Bauxites. The goal of this innovation is to develop and optimize process flowsheets for the selective leaching of REEs and especially Sc. The main goal is the final production of a mixed REEs & Sc concentrate (>30%) that can be sold to a refiner for production of pure REEs and Sc. The technology will be demonstrated and patented by NTUA and will be available to aluminium producers under commercial conditions.
KER 11: CFB calcination technology
Innovation Manager: Jochen Grünig (Outotec)
Description: Target will be the alumina sector and sectors using calcination technology in general: as OT’s CFB-based calcination process may not only be applied to alumina calcination, the CircoCal concept may be further developed/applied to calcination of other feedstock (requiring pre-drying), too. Apart from the previously identified channels of dissemination, common marketing and sales activities will be performed by OT after successful validation of results.
KER 12: Methodology for a tailor-made selection of quicklime for aluminium production/ Introduction of Ca into the system CaO/CaCO3
Innovation Manager: George Dimitriadis (CaO Hellas)
Description: The main aim of CaO Hellas is to gain knowledge in the quality of lime needed for the pyrometallurgical treatment of bauxite. In the short-term, CaO Hellas will help the alumina industry reduce production costs and become more competitive by optimising the raw materials’ selection. This will help CaO Hellas to have a strategic advantage over competitors by knowing the alumina production process, the key players that develop it and the necessary lime quality and the methodology to select one.
In the medium to long-term, the objective is to increase the sales of CaO Hellas products to alumina producers.
KER 13: Innovation in leaching process
Innovation Manager: Prof. Dimitri Panias (NTUA)
Description: The leaching of Calcium Aluminate slags with a Na2CO3 solution, under most leaching conditions, leads to the formation of a CaCO3 layer that blocks the complete extraction of Al. The use of a mechanochemical process (simultaneous grinding and leaching) for maximizing Al extraction (>90%) is the main goal of this innovation.
NTUA will undertake the hydrometallurgical processing of slags, after the reductive smelting of raw materials, including leaching with Na2CO3 solutions, precipitation of tri-hydrated alumina and calcination in order to produce dehydrated alumina. In addition, NTUA will assist AoG in performing the pilot scale tests.
KER 14: Calcination and reduction of bauxite in fluidized bed reactor
Innovation Manager: Jafar Safarian (NTNU)
Description: The idea of using fluid bed technology to calcine and the reduce bauxite fine particles by hydrogen was created in Ensureal project. The research activities were done with cooperation of NTNU, SINTEF and Outotec research team in Germany. A couple of experiments under different process conditions were done at Outotec, and the results show that the process works quite well for both calcination and reduction of the bauxite ore. This process provides a material that contains high amount of alumina and metallic iron.
KER 15: Pig iron refining: Ti removal
Innovation Manager: Jafar Safarian (NTNU)
Description: This innovation concerning refining of pig iron for Ti removal was originally not in the Ensureal proposal. During the project it was found that the produced pig iron contains Ti concentrations that are higher than that to be used in making cast iron. Therefore, an idea for Ti removal through an oxidative slag-refining was proposed and tested in lab scale. Good results were obtained in this research activity in WP2.
In this project the feasibility of pig iron refining with the purpose of Ti removal was done in lab scale via an innovative oxidative refining approach and it was found that it is possible to remove the harmful Ti element from the pig iron to the acceptable levels for cast iron production.
KER 16: Recycling of the grey mud into the process
Innovation manager: Casper van der Eijk (SINTEF)
Description: The grey mud can be recycled into the process. This has the following advantages:
- Less need for limestone
- Less by-product
- Enrichment of scandium and other valuable elements in the grey mud
- Aluminium which is present in the grey mud is recycled back into the system.
The major disadvantage is the increased amount of contamination in the system which then increases the need for more Ca additions to compensate for the increased Ti and Si contents. Moreover, increased level of contaminating elements can make valorisation of the grey mud more challenging.
KER 17: CO2 capture and usage within the process.
Innovation manager: Casper van der Eijk (SINTEF)
Description: In an industrial set-up, the CO2 from calcination of limestone should be captures with a high concentration. During precipitation, the same concentrated CO2 can be used. But it could also be possible to use a gas with a much lower CO2 concentration. The latter is being investigated in this paper. Hence integration of such a CO2 capturing loop in the alumina production process can be a factor that will make the Pedersen process economically competitive with the Bayer process. This is an activity that was not planned in the GA.
SINTEF has done experimental work aimed at precipitation of aluminum hydroxides with the addition of a mixture of CO2, O2 and N2. Experiments took place with various combinations of percentages of each gas, at different temperatures, but in stable total gas flowrate. Following, the conditions of each experiment, the time till the precipitation starts, after the carbonation, varies. The results of this research are quite satisfactory.